नेकलाइन और आर्महोल का प्रसंस्करण। फेसिंग के साथ उत्पाद की नेकलाइन और आर्महोल को खत्म करना
विषय पर संयुक्त पाठ:
"स्लीवलेस शोल्डर उत्पादों में आर्महोल के प्रसंस्करण की तकनीक" 7वीं कक्षा।
पाठ मकसद:
शैक्षिक:
छात्रों को कॉलर और आस्तीन के बिना कंधे के उत्पादों में नेकलाइन और आर्महोल के प्रसंस्करण की तकनीक से परिचित कराना;
नेकलाइन और आर्महोल के प्रसंस्करण के बुनियादी तरीकों का परिचय दें;
कटिंग, अतिरिक्त भाग का उपयोग करके आर्महोल कट को संसाधित करने की मूल विधि सिखाएं -फेसिंग ;
संज्ञानात्मक:
सुई, पिन, कैंची के साथ काम करते समय कौशल और क्षमताओं में सुधार करें;
मैन्युअल प्रकार के कार्य करते समय तार्किक और अमूर्त सोच का विकास और सुधार करना;
तकनीकी शब्दों और अवधारणाओं को सिलाई पर काम का परिचय दें;
कपड़े और धागों के साथ काम करते समय सटीकता, सावधानी, मितव्ययिता और मितव्ययता के कौशल का विकास और सुधार करें।
– कपड़े पर व्यावहारिक कार्य करने में कौशल विकसित करना।
शैक्षिक:
व्यक्तिगत कार्य और टीम वर्क के कौशल, कक्षा में व्यवहार की संस्कृति, विचारों को स्पष्ट और संक्षिप्त रूप से व्यक्त करने की क्षमता, सिलाई शब्दावली का उपयोग और लागू करना, निष्कर्ष निकालना,
दृश्य सामग्री, हैंडआउट्स, प्राकृतिक उत्पादों, तालिकाओं, निर्देश कार्डों के साथ काम करने में कौशल विकसित करें।
सुनने और अर्जित ज्ञान को व्यवहार में सही ढंग से लागू करने में सक्षम हो;
संचार के क्षितिज और संस्कृति का विस्तार करें, छात्रों की संज्ञानात्मक गतिविधि को प्रोत्साहित करें, उन्हें एक दर्जी के पेशे से परिचित कराएं, व्यक्तिगत सिलाई में एक दर्जी के काम की बारीकियों और सूक्ष्मताओं से परिचित कराएं।
कार्य के रूप: सामूहिक, समूह, व्यक्तिगत.
शिक्षण विधियाँ और तकनीकें:
मौखिक (कहानी, स्पष्टीकरण)।
दृश्य (दिखाना, अवलोकन करना, प्रदर्शित करना)।
प्रैक्टिकल (स्वतंत्र कार्य, व्यावहारिक कार्य) - स्लीवलेस उत्पादों में आर्महोल के प्रसंस्करण की तकनीक।
पाठ के लिए उपकरण:
बोर्ड, चाक, पुतला,
घरेलू सिलाई मशीनें: 2-एम क्लास, "चिका", "पोडॉल्स्क - 142";
कैंची, सुई, दर्जी की पिन, धागे, कपड़ा (मुख्य या परिष्करण), मापने वाला टेप।
कंप्यूटर, प्रोजेक्टर.
पाठ उपकरण: प्रस्तुति, चित्र, तकनीकी मानचित्र।
विजुअल एड्स:
कपड़े के साथ काम करने के लिए कार्ड के एल्बम,
नेकलाइन और आर्महोल के प्रसंस्करण के प्रकार और तरीकों के साथ आदमकद नमूने;
फेसिंग तकनीक के साथ प्रत्येक तालिका के लिए हैंडआउट्स (कार्यान्वयन के निर्देशों के साथ आर्महोल प्रसंस्करण के प्रकार और तरीकों वाले फ़ोल्डर);
नेकलाइन और आर्महोल के प्रसंस्करण के तरीकों के साथ टेबल (बोर्ड पर);
प्रदर्शन सामग्री (कार्ड, चित्र);
बुनियादी अवधारणाओं: हेमिंग (हेमिंग, बायस बाइंडिंग, एज स्टिच, एजिंग), बस्टिंग, सिलाई, टर्निंग, बस्टिंग।
पाठ का प्रकार: संयुक्त.
शिक्षण योजना:
आयोजन का समय.
छात्रों के बुनियादी ज्ञान और कौशल को अद्यतन करना।
व्यावहारिक कार्य (उत्पादों में आर्महोल का प्रसंस्करण)।
छात्रों के ज्ञान और कौशल को समेकित करना।
पाठ के परिणाम.
गृहकार्य।
बुनियादी अवधारणाओं और शर्तों को बोर्ड पर लिखा जाता है, उसके बाद शिक्षक की टिप्पणियाँ दी जाती हैं:
मोड़ - यह एक अतिरिक्त कटिंग विवरण है जो नेकलाइन और आर्महोल के आकार पर जोर देता है।
चखना - यह एक अस्थायी उद्देश्य के लिए मुख्य टांके के साथ एक बड़े या गैर-मुख्य भाग के साथ एक छोटे हिस्से का एक अस्थायी कनेक्शन है (आर्महोल कट के लिए फेसिंग को बस्ट करना)।
चखना - यह भाग के एक निश्चित आकार को बनाए रखने के लिए अस्थायी टांके (किनारे से 0.1 - 0.2 सेमी की दूरी बनाकर) के साथ भाग के सामने और मुड़े हुए किनारों को बांधना है - मोड़ने और मोड़ने के बाद फ्लैप, कॉलर, किनारों को बांधना नेकलाइन और आर्महोल के सामने का किनारा।
सिलाई - यह आकार में दो या कई भागों का कनेक्शन है (हेम्स के लिए एक्सटेंशन संलग्न करना, अलमारियों के लिए फ्लैप, आस्तीन के लिए कफ, आर्महोल और नेकलाइन के लिए फेसिंग, आदि)
पिसाई - यह किनारे के साथ दो हिस्सों का कनेक्शन है और फिर उन्हें सामने की तरफ मोड़ना है (वाल्व, कॉलर, साइड, पट्टियों को मोड़ना, गर्दन और आर्महोल फेसिंग को मोड़ना)।
इन शब्दों का प्रयोग व्यावहारिक कार्य करते समय किया जाता है।
कक्षाओं के दौरान
आयोजन का समय.
कामकाजी माहौल बनाएं.
एक कार्यस्थल व्यवस्थित करें (हाथ से काम करने, मशीन से काम करने और इस्त्री करने का काम करने के लिए छात्रों के कार्यस्थल पर ध्यान दें)।
छात्रों को पाठ योजना से परिचित कराएं।
अध्यापक : आज की हमारी पाठ योजना इस प्रकार है:
कवर की गई सामग्री का अवलोकन दोहराव,
उत्पाद निर्माण की सामान्य योजना और तकनीकी अनुक्रम के अनुसार कार्य करना।
बोर्ड पर लिखे किसी नए विषय का अध्ययन करने पर आपको इसके बारे में थोड़ी देर बाद पता चलेगा।
व्यावहारिक कार्य करना.
पाठ के अंत में, हम नई सामग्री और अर्जित कार्य कौशल की समीक्षा करेंगे और उसे समेकित करेंगे।
पाठ विषय पर ज्ञान का परीक्षण
पाठ में कार्य का सारांश।
बुनियादी ज्ञान और कौशल को अद्यतन करना।
बुनियादी ज्ञान की सक्रियता और छात्रों की शैक्षिक और संज्ञानात्मक गतिविधि की प्रेरणा।
पिछली कक्षाओं में अर्जित ज्ञान और कार्य कौशल का समेकन।
सवाल: नेकलाइन और आर्महोल के कटों के प्रसंस्करण की मुख्य विधियों की सूची बनाएं।
उत्तर: मुख्य विधियाँ हेम के साथ कटों का प्रसंस्करण, बायस बाइंडिंग, एजिंग सीम - रोल और कट को संसाधित करने के नवीनतम तरीकों में से एक हैं - यह कपड़े की एक रंगीन रेशम पट्टी है, जिसे बायस धागे की दिशा में काटा जाता है।
सवाल: शोल्डर उत्पाद के निर्माण का तकनीकी क्रम क्या है?
उत्तर: काटने के बाद, उत्पाद पहली फिटिंग के लिए तैयार किया जाता है;
आकृति पर उत्पाद के फिट में अशुद्धियों की पहचान करने और दोषों की पहचान करने के लिए फिटिंग की जाती है;
डार्ट्स, साइड सीम, शोल्डर सीम की मशीन प्रोसेसिंग, एक विशेष मशीन पर अनुभागों की ओवरकास्टिंग;
उत्पाद की नींव और छोटे भागों का किनारा (सामना करना);
उत्पाद की फिनिशिंग, यानी उत्पाद के मॉडल और शैली के अनुसार चयनित किसी भी ज्ञात विधि द्वारा नेकलाइन और आर्महोल अनुभागों का प्रसंस्करण;
फास्टनरों (बटन या ज़िपर) का प्रसंस्करण;
उत्पाद की अंतिम परिष्करण और इस्त्री, तली का प्रसंस्करण।
सवाल : अनाज के धागे की दिशा में छोटे कटे विवरण भी क्यों काटे जाते हैं?
उत्तर : उत्पाद संचालन के दौरान उत्पाद और उत्पाद भागों के विरूपण से बचने के लिए।
सवाल: मैन्युअल प्रकार के कार्यों में दो भागों को अस्थायी टांके से जोड़ते समय किस शब्द का उपयोग किया जाता है?
उत्तर: झाड़ू मारना
सवाल: आपने शोल्डर उत्पादों में बस्टिंग का उपयोग कहां किया और क्यों? शायद इसे तुरंत मशीन पर फ्लैश करना संभव होता तो काम तेजी से हो जाता?
उत्तर: बस्टिंग साइड और शोल्डर सेक्शन, अस्थायी उद्देश्यों के लिए बस्टिंग टांके का उपयोग करते हुए डार्ट्स। आप मशीन द्वारा उत्पाद को तुरंत संसाधित नहीं कर सकते, क्योंकि कंधे के उत्पाद के सही कट और आकृति पर उसके फिट को स्पष्ट करना आवश्यक है, ताकि आपको मशीन प्रसंस्करण के बाद इसे ठीक न करना पड़े और सीम को चीरना न पड़े।
सवाल: उत्पाद के सभी आंतरिक भागों को संसाधित और सिल क्यों दिया जाता है?
उत्तर:
सबसे पहले, धागों के कटे हुए किनारों को झड़ने से रोकने के लिए, विशेषकर ढीले कपड़ों के लिए;
दूसरे, सामने और पीछे दोनों तरफ से उत्पाद की साफ-सुथरी, सौंदर्यपूर्ण उपस्थिति के उद्देश्य से।
नई सामग्री सीखना.
अध्यापक:
आज आप और मैं दिलचस्प, रचनात्मक और बेहद ज़रूरी काम करेंगे. याद रखें, जब हम मॉडलिंग कर रहे थे, तो मैंने कहा था कि नए डिजाइन के कपड़ों का नया मॉडल बनाने की प्रक्रिया एक कला है। जब आपने मॉडलिंग की, तो आपने पहले ही अपने लिए एक छोटी कृति बना ली थी। और, लगातार, पाठ दर पाठ, आप छोटे-छोटे कदमों में आगे बढ़ते हैं और अपने कौशल में सुधार करते हैं। याद रखें कि कैसे एक कलाकार अपनी पेंटिंग बनाता है, तुरंत नहीं, बल्कि लगातार। शोल्डर प्रोडक्ट के साथ काम करके आप बहुत कुछ सीखेंगे और बेहद लोकप्रिय बर्दा पत्रिका का उपयोग करके अपने लिए कोई भी पोशाक बनाने में सक्षम होंगे। अब आइए अपने कंधे के उत्पाद पर वापस आएं। हमने पहले ही काफी काम पूरा कर लिया है और अब हम उत्पाद खत्म करना शुरू करेंगे।
इसलिए आज हम आर्महोल की फिनिशिंग या फिनिशिंग पर काम करेंगे। यह आज हमारे पाठ का विषय है। इसे अपनी नोटबुक में लिख लें.
शिक्षक ब्लैकबोर्ड पर लिखते हैं, बच्चे नोटबुक में लिखते हैं।"कंधे की लंबाई वाले स्लीवलेस उत्पादों में आर्महोल के प्रसंस्करण के लिए प्रौद्योगिकी।"
ऐसा लगता है, ठीक है, इसमें ऐसा क्या खास है: आर्महोल और आर्महोल।
आर्महोल प्रसंस्करण का एक छोटा सा इतिहास। तथ्य यह है कि दर्जी लंबे समय से उत्पादों में आर्महोल का प्रसंस्करण कर रहे हैं। यह एक निश्चित प्रकार के कपड़े बनाने की आवश्यकता के कारण है। इन प्रकार के कपड़ों में से एक हैं सुंड्रेसेस।
छात्रों में से एक सुंड्रेस के निर्माण की कहानी बताती है और अपनी कहानी के साथ एक प्रस्तुति और स्लाइड शो पेश करती है (प्रस्तुति सामग्री संलग्न है)।
याद रखें, रूस में महिलाओं के लिए मुख्य प्रकार के कपड़े सुंड्रेसेस थे। तस्वीर पर देखो। सुंड्रेसेस छोटी लड़कियों, युवा महिलाओं और बड़ी उम्र की महिलाओं द्वारा पहनी जाती थीं (स्लाइड नंबर 1)। आप देखते हैं (चित्र दिखाता है), वे बहुत विविध हैं, क्योंकि यह एक बहुत ही आरामदायक प्रकार का कपड़ा था, नेकलाइन का आकार हाथ में था, यानी।बांह का छेद , हाथ हिलाने की आजादी दी। और ये कोर्सेट हैं - यूक्रेनी पोशाक का एक विवरण (चित्र दिखाता है), इन्हें पुरुषों और महिलाओं दोनों द्वारा पहना जाता था। वे लंबाई और डिज़ाइन में भिन्न थे, आकृति पर जोर देते थे और ढीले, एक बहुत ही आरामदायक प्रकार के कपड़े थे। कोर्सेट विभिन्न बनावट के कपड़ों से बनाए गए थे (परिशिष्ट 1 देखें)। इस प्रकार के कपड़ों के अलावा, बनियान की भी हमेशा काफी मांग रही है। उनके मॉडल आधुनिक कपड़ों और युवा फैशन में व्यापक रूप से उपयोग किए जाते हैं। वे बहुत व्यावहारिक हैं, क्योंकि उत्पाद की उपस्थिति और उसका डिज़ाइन, साथ ही उसका उद्देश्य, आर्महोल कटआउट के आकार पर निर्भर करता है।
अध्यापक: ठीक धन्यवाद। अब चलो काम जारी रखें. प्रशिक्षण पुतले को देखें (पुतले पर नेकलाइन और आर्महोल के आकार को दृश्य रूप से प्रदर्शित करते हुए)। आप आर्महोल और नेकलाइन पर देख सकते हैं कि चौकोर नेकलाइन और केप नेकलाइन कैसी दिखती है। यह बहुत व्यावहारिक है, क्योंकि हाथ की गति की पर्याप्त स्वतंत्रता हासिल की जाती है, और निश्चित रूप से, रचनात्मक रूप से, क्योंकि मॉडल की उपस्थिति बदल जाती है।
इसलिए इसके आधार पर, आप और मैं इस निष्कर्ष पर पहुंचे हैं कि आस्तीन और कॉलर के बिना उत्पादों का निर्माण करते समय, आर्महोल और नेकलाइन के परिणामी कट को संसाधित करना आवश्यक हो जाता है, चाहे कट का डिज़ाइन कोई भी हो, क्योंकि उत्पादों के निर्माण की तकनीक प्रदान करती है प्रसंस्करण कटौती के विभिन्न तरीकों के लिए। आइए याद करें कि ये तरीके क्या हैं।
विज़ुअल हैंडआउट्स के साथ फ़ोल्डर खोलें (अटैचमेंट देखें)।
तो, आर्महोल प्रसंस्करण की मुख्य विधियाँ:
हेमिंग का उपयोग करना (परिशिष्ट 2, 2-ए, 2-बी)
एक किनारे सीम का उपयोग करना - एक रोल (परिशिष्ट 3, 3-ए)।
तिरछे धागे के साथ कटे हुए कपड़े का उपयोग करना (परिशिष्ट 4, 4 - ए)।
सिल्क बायस टेप का उपयोग करते हुए, लंबाई में आधा मोड़ें (परिशिष्ट 5, 5 - ए)।
चूंकि सबसे आम और क्लासिक तरीका कट का उपयोग करके संसाधित करना है फेसिंग , आइए इस शब्द की परिभाषा को अपनी नोटबुक में लिखें।
मोड़ - यह आर्महोल का एक अतिरिक्त विवरण है, यह एक काटने वाला विवरण है जो नेकलाइन के आकार का अनुसरण करता है।
यदि इच्छित उत्पाद को आस्तीन के बिना सिल दिया जाता है, तो कट को फेसिंग का उपयोग करके संसाधित किया जाता है। फेसिंग आवश्यक रूप से उत्पाद के दाने की दिशा का पालन करती है, क्योंकि इस मामले में यह उत्पाद के आधार पर एक अच्छा और सही फिट सुनिश्चित करता है। यदि अनाज के धागे की दिशा का ध्यान नहीं रखा जाता है, तो सामना करना "फीका" हो जाएगा, यानी यह उत्पाद की उपस्थिति को खराब कर देगा।
फेसिंग और उत्पाद के सीम की चौड़ाई समान होनी चाहिए (आर्महोल के साथ 10 मिमी, नेकलाइन के साथ 7 मिमी, कंधे और साइड कट के साथ 20-30 मिमी)।
हमने जो कुछ देखा और सुना है उसे समेकित करने के लिए, अब हम फेसिंग के प्रसंस्करण, इसे मुख्य उत्पाद से जोड़ने पर व्यावहारिक कार्य करेंगे।
लेकिन व्यावहारिक भाग पर आगे बढ़ने से पहले, आइए थोड़ा आराम करें, शारीरिक शिक्षा से ब्रेक लें, जिसके दौरान हम काम करने के क्रम और अनुक्रम को भी दोहराएंगे।
शारीरिक शिक्षा के दौरान, लड़कियाँ अलग-अलग दिशाओं में मुड़ सकती हैं, जबकि वे एक-दूसरे को "स्नोबॉल" (कागज या फोम रबर की गेंद के रूप में बनाई गई और पन्नी में लपेटी हुई गेंद) फेंकती हैं, जबकि अगले नंबर और ऑर्डर को बुलाती हैं। अर्थात।. फेसिंग के साथ संचालन करने और इसे आर्महोल से जोड़ने का क्रम।
व्यावहारिक कार्य।
व्यावहारिक कार्य करना।
कार्य का लक्ष्य: छात्रों को फेसिंग का उपयोग करके स्लीवलेस उत्पादों में आर्महोल को संसाधित करना सिखाएं।
प्रगति।
प्रेरण प्रशिक्षण; शुरुआती प्रशिक्षण।
सुरक्षा प्रशिक्षण आयोजित करें. आज आप कोई व्यावहारिक कार्य करेंगे और सुई, पिन और कैंची से काम करेंगे. आइए याद रखें कि काम करते समय हमें क्या सावधानियां बरतनी चाहिए ताकि काम करते समय खुद को चोट न पहुंचे और एक-दूसरे को चोट न पहुंचे। हम सब मिलकर टीबी पर निर्देश याद करते हैं (परिशिष्ट 6 - निर्देश देखें)।
इसके अलावा, आप सिलाई मशीनों पर काम करेंगे, उन पर काम करने के लिए बुनियादी सुरक्षा नियमों को याद रखें (परिशिष्ट 7 - निर्देश देखें)।
स्वच्छता मानकों और आंतरिक नियमों के अनुसार, कक्षा में छात्रों को विशेष कपड़ों - एक स्कार्फ और एक एप्रन (परिशिष्ट 7) में सभी प्रकार के मैनुअल और मशीन कार्य, व्यावहारिक और प्रयोगशाला कार्य करने की आवश्यकता होती है।
व्यावहारिक कार्य करने की प्रक्रिया का स्पष्टीकरण।
प्रौद्योगिकी का उपयोग करके अपने उत्पाद के आर्महोल को सही ढंग से संसाधित करने के लिए, आइए आर्महोल के प्रसंस्करण के मुख्य चरणों को देखें (हम हैंडआउट्स - परिशिष्ट 2 और निर्देश कार्ड - परिशिष्ट 2-ए के साथ काम करते हैं):
उत्पाद के किनारे और कंधे की सिलाई करें, फिर सिलाई को दबाएं और समाप्त करें।
कंधे की सीवन के स्थान पर सामने वाले हिस्सों को सिलाई करें। सीवन को इस्त्री करें और इसे 5-7 मिमी की चौड़ाई तक ट्रिम करें।
उत्पाद के कंधे की सीम और चेहरे को संरेखित करते हुए, सामने वाले हिस्सों को आगे और पीछे की ओर पिन करें ताकि वे दाहिनी ओर से अंदर की ओर स्थित हों।
फेसिंग के साइड सीम को चिपकाएँ, जाँचें कि क्या यह उत्पाद के साइड सीम से मेल खाता है। फिर फेसिंग के साइड सीम को सीवे, इसे आयरन करें और इसे कंधे के सीम की तरह ही ट्रिम करें।
एक चरण में फेसिंग को चिपकाएँ और सिलें। सीम की चौड़ाई को "चरणों" में काटें, अर्थात। ई. उत्पाद के सीवन भत्ते को 5 मिमी और फेसिंग के लिए सीम भत्ते को 3 मिमी तक कम करें। चेकरबोर्ड पैटर्न में पायदान बनाएं (तीव्र ढलानों पर, पायदान अधिक बार बनाने की आवश्यकता होती है) और टर्निंग सीम को इस्त्री करें।
फेसिंग को अंदर की ओर मोड़ें, इसे बाहर निकालें, फेसिंग की ओर 1-2 मिमी चौड़ा किनारा छोड़ें। फेसिंग की चौड़ाई समायोजित करें. फेसिंग के अंदरूनी किनारे को चिपकाएँ और इसे एक बंद कट के साथ हेम सीम के साथ समाप्त करें, या ओवरलॉक 51-ए क्लास ओवरकास्टिंग मशीन का उपयोग करके फेसिंग के बाहरी किनारे को ओवरकास्ट करें। तैयार फेसिंग की चौड़ाई कम से कम 3 - 3.5 सेमी होनी चाहिए, लेकिन 4 - 4.5 सेमी से अधिक नहीं।
उत्पाद के सामने के अंदरूनी किनारों को ब्लाइंड टांके के साथ उत्पाद के कंधे और साइड सीम से जोड़ें, यदि आवश्यक हो, तो 2 या 3 स्थानों पर वे अतिरिक्त रूप से 2-3 ब्लाइंड टांके के साथ उत्पाद से जुड़े होते हैं। आर्महोल के किनारे से 110 - 15 मिमी की दूरी पर उत्पाद के सामने की तरफ एक फिनिशिंग सिलाई लगाकर भी फेसिंग को जोड़ा जा सकता है। यह तकनीक खेल-शैली के उत्पादों के लिए अच्छी है। सिलाई विपरीत रंग के धागों से की जा सकती है और फिर यह एक अच्छी फिनिश के रूप में काम करेगी।
यदि फेसिंग का आकार जटिल नहीं है, तो आप इसे बायस टेप से बना सकते हैं, जिसकी लंबाई आर्महोल की लंबाई से 6 - 10 सेमी अधिक है और निम्नलिखित ऑपरेशन कर सकते हैं (परिशिष्ट 4 और 4 - ए देखें)।
बायस टेप को आर्महोल के आकार में आकार दें, इसे तेजी से निचले किनारे के साथ खींचें और इसे ऊपरी किनारे के साथ जोड़ दें;
उत्पाद पर बाइंडिंग को दाहिनी ओर से अंदर की ओर रखें और पिन से पिन करें, यह सुनिश्चित करते हुए कि उन्हें अनाज के धागे के साथ सही ढंग से जोड़ने के लिए कंधे पर 3-5 सेमी सिरों को छोड़ दें (या यदि बाइंडिंग काम करती है तो एक पैटर्न का चयन करें) एक ट्रिम और शीर्ष पर सिल दिया गया है);
वर्तमान ब्रीफिंग.
इस प्रकार, तकनीकी और अनुदेशात्मक मानचित्र के अनुसार प्रसंस्करण के सभी चरणों का विश्लेषण किया गया और विचार किया गयानमूने - मानक व्यावहारिक कार्य पूरा करने के बाद, हम अपना कार्य पूरा करना शुरू करते हैं। मुझे विश्वास है कि ऐसी तैयारी के बाद आप उच्च स्तर का कार्य करेंगे।
ऑपरेशन "बस्टिंग फेसिंग" के दौरान सही तकनीक के पालन पर ध्यान दें (कार्य की स्व-निगरानी करें), सुरक्षा नियमों का पालन करें;
शिक्षक को भुना हुआ चेहरा दिखाएं, पूरी तरह से जांच के बाद ही मशीन प्रकार के काम करना संभव है;
हम मशीन पर बस्टिंग टांके के साथ आर्महोल फेसिंग को सिलाई करते हैं। कृपया यह देखने के लिए अपनी मशीनों की जांच करें कि ऊपर और नीचे के धागे सही ढंग से पिरोए गए हैं (मशीन की सिलाई का स्वरूप इस पर निर्भर करता है)। ऊपरी धागा थ्रेड गाइड नंबर 1 से होकर गुजरता है, फिर ऊपरी थ्रेड टेंशन रेगुलेटर में, फिर थ्रेड टेक-अप में, फ्रंट बोर्ड पर थ्रेड गाइड नंबर 2 से, फिर सुई धारक के नीचे थ्रेड गाइड नंबर 3 से गुजरता है, फिर धागे को सुई की आँख में दाएँ से बाएँ पिरोया जाता है, निचला धागा बोबिन केस से बोबिन पर निकलता है; शटल सेट में टोपी मजबूती से लगी होनी चाहिए, एक क्लिक सुनाई देनी चाहिए; सुई में फंसे ऊपरी धागे का उपयोग करके, आप एक ही सिलाई करके नीचे के धागे को हटा सकते हैं। ऐसा करते समय टीबी का निरीक्षण करें।
मशीन पर काम करने के बाद बस्टिंग को हटाना न भूलें, अब आपको इसकी आवश्यकता नहीं पड़ेगी। बस्टिंग हटाने के बाद, हम आर्महोल के गोल क्षेत्रों पर निशान बनाते हैं (नमूना देखें)।
आपके काम की गुणवत्ता और उपस्थिति - आर्महोल का प्रसंस्करण - काफी हद तक अगले ऑपरेशन के प्रदर्शन पर निर्भर करता है। हम सामने की तरफ के ऊपरी किनारे पर एक अतिरिक्त मशीन सिलाई करते हैं। अपने कार्य पर आत्म-नियंत्रण+शिक्षक पर नियंत्रण।
फिर हम चेहरे को गलत तरफ मोड़ते हैं, ऊपरी किनारे को सीधा करते हैं, और इसे चिपका देते हैं (बास्टिंग एक नया शब्द है, जिसे बोर्ड पर स्पष्टीकरण के साथ लिखा गया है)। हम लोहे के साथ काम करते समय अत्यधिक सावधानी बरतते हुए, फेसिंग के भुने हुए किनारे को लोहे से सुरक्षित करते हैं।
हम आर्महोल कार्य के अंतिम चरण में आ गए हैं - फेसिंग के बाहरी किनारे का प्रसंस्करण। हम इस चरण को एक विशेष ज़िग-ज़ैग मशीन पर निष्पादित करते हैं। फिर हम इसे कंधे और साइड सीम पर छिपे हुए टांके से सुरक्षित करते हैं।
हम निम्नलिखित पर ध्यान देते हुए कार्य की स्व-निगरानी करते हैं:
फेसिंग को बस्ट करने की सटीकता;
सही सिलाई (फेसिंग सिलाई करते समय लापरवाही आपको असमान किनारा देगी;
फेसिंग के ऊपरी किनारे की बैस्टिंग की गुणवत्ता, जबकि उत्पाद का गलत पक्ष सामने की ओर से दिखाई नहीं देना चाहिए।
ये मुख्य बिंदु हैं जिन पर कार्य की उपस्थिति और गुणवत्ता निर्भर करती है।
अंतिम ब्रीफिंग.
संक्षेपण।
अब काम को समेटने का समय आ गया है। आपने अधिकांश समय अच्छा कार्य किया। सब कुछ सही ढंग से और आर्महोल प्रसंस्करण तकनीक के अनुसार किया गया था।
निष्कर्ष.
आज बहुत अच्छा हुआ, मुझे लगता है पाठ का लक्ष्य प्राप्त हो गया है। पाठ के दौरान, आपने सीखा कि आर्महोल कट को कैसे संसाधित किया जाए, यह उत्पाद की फिनिशिंग है। फिर भी, आपके काम में गलतियाँ हुई हैं; बेशक, वे महत्वहीन हैं, लेकिन आपको उनके बारे में पता होना चाहिए और उन्हें आगे के काम में अनुमति नहीं देनी चाहिए।
भूल चुक लेनी देनी:
असमान सिलाई.
पायदान नहीं बने हैं.
बस्टिंग को हटाया नहीं गया है.
फेसिंग के ऊपरी किनारे की ग़लत बैस्टिंग।
कार्य कौशल को मजबूत करना।
फ्रंटल सर्वेक्षण - कार्य के बुनियादी चरणों के बारे में बातचीत।
शिक्षक के अंतिम शब्द:
यह हमें हमारे पाठ के अंत तक लाता है।
आज आपने कपड़े के साथ काम करने में, विशेष रूप से आर्महोल प्रसंस्करण में, बहुत आवश्यक और उपयोगी कौशल हासिल कर लिया है। आप अपने पूर्ण किए गए कार्य के लिए उच्च अंक के पात्र हैं।
शिक्षक सर्वोत्तम कार्य प्रदर्शित करता है और पाठ के लिए ग्रेड देता है।
गृहकार्य।
कॉलर के बिना उत्पादों में गर्दन प्रसंस्करण के मुख्य तरीकों और प्रकारों पर चित्रों के साथ इंटरनेट पर सूचना सामग्री ढूंढें।
परिशिष्ट 1।

परिशिष्ट 2 - ए.
निर्देश कार्ड
फेसिंग प्रसंस्करण का तकनीकी क्रम
निष्पादन का क्रमपरिचालन
उपकरण
ग्राफ़िक
छवि
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
इसे काट दें। 3 सेमी चौड़े आर्महोल कटआउट के आकार के अनुसार फेसिंग को सख्ती से काटें।
कील. आर्महोल कट पर दाहिनी ओर से अंदर की ओर फेसिंग लगाएं, चिपकाएं (गलत साइड से), कट्स को संरेखित करें, पीछे हटें
कट के किनारे से 0.5 सेमी.
टांका। 0.5 सेमी की सीम चौड़ाई के साथ एक सिलाई मशीन पर फेसिंग स्टिच का उपयोग करके बस्टिंग के अनुसार फेसिंग को आर्महोल से कनेक्ट करें।
बस्टिंग हटा दें. बस्टिंग धागों को कैंची से काटें और हटा दें।
पायदान बनाओ. कैंची का उपयोग करते हुए, आर्महोल के गोल किनारों के साथ की सतह को काटें, सीम 1 मिमी तक न पहुंचें।
सामना करना सुरक्षित करें. सामने वाले हिस्से को दाहिनी ओर मोड़ें, सामने वाले हिस्से की ओर किनारे से 0.1 सेमी की दूरी पर मशीन की सिलाई से सुरक्षित करें, सीवन भत्ता को सामने वाले हिस्से की ओर झुकाएं।
झाडू। गलत साइड की ओर फेसिंग को मोड़ें, भीतरी किनारे को सीधा करें, सीम को गलत साइड की ओर 0.1 - 0.2 सेमी स्वीप करें।
लोहा। फेसिंग के ऊपरी भुने हुए किनारे को लोहे से ठीक करें।
फ्लाईअवे कट का प्रसंस्करण। सामना करने के उड़ने वाले किनारे की प्रक्रिया करें: ज़िग-ज़ैग मशीन का उपयोग करना; एक विशेष ओवरलॉक मशीन पर; कट के किनारे को अंदर की ओर मोड़ें और स्वीप करें।
टेक-ऑफ़ कट को सुरक्षित करें। किसी भी तरह से फेसिंग के उड़ते हुए किनारे को सुरक्षित करें:
छिपे हुए हेम टांके के साथ हेम; केवल कंधे और साइड सीम के साथ फेसिंग को सुरक्षित करें।
इस्त्री करना। तैयार फेसिंग को इस्त्री करें।
बस्टिंग हटा दें . किए गए कार्य की गुणवत्ता की जाँच करें। किए गए कार्य का नियंत्रण और आत्म-नियंत्रण।
कैंची, चाक, मापने वाला टेप।
हाथ की सुई, धागा, कैंची
सिलाई मशीनें, कैंची, धागे
कैंची।
कैंची।
सिलाई मशीनें, धागे, कैंची।
सुई, धागे, कैंची.
लोहा।
विशेष ओवरलॉक मशीन, सुई, धागे, कैंची।
कैंची, सुई, धागे.
इस्त्री / इस्त्री करने का बोर्ड।





परिशिष्ट 2 - बी.


परिशिष्ट 3 - ए.


परिशिष्ट 4 - ए.
निर्देश कार्ड.
बायस कट स्ट्रिप (ट्रिमिंग) के साथ आर्महोल को संसाधित करने की तकनीक।
तकनीकी अनुक्रमप्रसंस्करण.
उपकरण।
1.
2.
3.
4.
5.
6.
7.
8.
9.
उजागर . बायस लाइन के साथ कपड़े की एक पट्टी काटें (45* के कोण पर), 4 सेमी चौड़ी।
सिलाई . टुकड़ों को एक साथ सिलाई करें, यदि वे 0.5 सेमी की सीम चौड़ाई के साथ छोटे हैं, तो सिलाई सीम को इस्त्री करें।
चखना . तैयार बायस टेप को आर्महोल के कटे हुए किनारे पर चिपकाएँ, टेप और आर्महोल के कटों को संरेखित करें, और बस्टिंग टांके से चिपकाएँ।
सिलाई . 0.5 सेमी सीम के साथ बस्टिंग लाइन के साथ एक सिलाई मशीन का उपयोग करके सिलाई करें। बस्टिंग हटा दें।
चखना . बायस टेप को दूसरी तरफ मोड़ें
(मॉडल के आधार पर, या तो गलत साइड की ओर, या सामने की ओर), सीधा करें और स्वीप करें, गलत साइड या चेहरे की ओर 0.1 - 0.2 सेमी का सीम रोल जारी करें।
इस्त्री . बाइंडिंग के भुने हुए किनारे को लोहे से सुरक्षित करें।
झाड़ू मारना। बाइंडिंग के निचले किनारे को मोड़ें, मुड़े हुए किनारे से 0.1 - 0.2 सेमी दूर स्वीप करें।
उड़ती हुई धार को सुरक्षित करना। बस्टिंग लाइन के साथ एक सिलाई मशीन का उपयोग करके बायस टेप के बाहरी किनारे को सीवे।
ट्रिम का अंतिम समापन। बस्टिंग हटा दें और तैयार ट्रिम को आयरन करें।
कैंची, शासक, चाक.
सिलाई मशीन, लोहा.
सुई, धागे, कैंची.
सिलाई मशीन, कैंची, बस्टिंग खूंटी।
सुई, धागे, कैंची.
लोहा।
धागे, सुई, कैंची.
सिलाई मशीन, कैंची, खूंटी।
लोहा, कैंची, खूंटी.

परिशिष्ट 5 - ए.
निर्देश कार्ड.
तैयार रेशम बायस टेप (ट्रिमिंग) के साथ आर्महोल कट को संसाधित करने की तकनीक।
1.चखना . कपड़े की तैयार पट्टी को, दो विपरीत खंडों से काटकर और पहले से ही समान रूप से इस्त्री करके, संसाधित किए जा रहे खंड पर लागू करें ताकि संसाधित खंड को पट्टी के बीच में रखा जा सके, और चलने वाले टांके के साथ चिपका दिया जाए।
सिलाई . सिलाई मशीन का उपयोग करके चिह्नित लाइन के साथ टेप को सीवे। बस्टिंग हटा दें.
टेप के उड़े हुए किनारे को संसाधित करना . टेप के दूसरे आधे हिस्से को मोड़ें और मशीन की सिलाई को उससे ढक दें। दूसरी बार चलते टांके से चिपकाएं।
टेप की मशीन प्रसंस्करण. बस्टिंग के साथ सिलाई करें, बस्टिंग हटा दें।
टेप की अंतिम समाप्ति . तैयार टेप को सीधा करें, तैयार बायस टेप को इस्त्री लोहे के माध्यम से इस्त्री करें।
कैंची, शासक, चाक, सुई, धागा।
सुई, धागे, कैंची.
सिलाई मशीन, कैंची, खूंटी।
लोहा, कैंची.
परिशिष्ट 6.
सुरक्षा नियम।
मैन्युअल सिलाई मशीन का उपयोग करते समय:
बालों को हेडस्कार्फ़ के नीचे छिपाना चाहिए और कपड़ों की आस्तीन पर बटन लगाना चाहिए।
मशीन पर कोई विदेशी वस्तु नहीं होनी चाहिए।
काम से पहले, यह देख लें कि उत्पाद में कोई पिन या सुई बची है या नहीं।
कैंची, सुई और पिन के साथ काम करते समय:
कैंची को काम करने वाले व्यक्ति से दूर की दिशा में ब्लेड बंद करके मेज पर रखें।
ब्लेडों को बंद रखते हुए कैंची चलाएँ।
कैंची को एक विशिष्ट स्थान पर रखें - एक स्टैंड या कार्य बॉक्स में।
सुइयों और पिनों को एक विशिष्ट स्थान पर रखें - पिनकुशन में, कुशन में।
टूटी हुई सुई को फेंकें नहीं, बल्कि उसे एक विशेष रूप से निर्दिष्ट बॉक्स में रखें।
इलेक्ट्रिक इस्त्री का उपयोग करते समय:
कॉर्ड की सेवाक्षमता की जाँच करें।
प्लग बॉडी को पकड़कर केवल सूखे हाथों से ही आयरन को चालू और बंद करें।
लोहे को स्टैंड पर रखें, यह सुनिश्चित करते हुए कि लोहे का सोल तार को न छुए।
सुनिश्चित करें कि थर्मोस्टेट स्थिति सही ढंग से सेट है।
समाप्त होने पर, इस्त्री बंद कर दें।
परिशिष्ट 7.
सिलाई मशीन के सुरक्षित संचालन के लिए स्वच्छता संबंधी आवश्यकताएं और नियम।
किसी भी व्यवसाय की सफलता कार्य, कार्यस्थल के उचित संगठन और सुरक्षित कार्य नियमों के अनुपालन पर निर्भर करती है।
सिलाई मशीन पर काम करते समय, निम्नलिखित स्वच्छता और स्वास्थ्यकर आवश्यकताओं का पालन किया जाना चाहिए:
1. मैनुअल सिलाई मशीन को उसके सामने के किनारे से 5...10 सेमी की दूरी पर टेबल पर रखें।
2. संसाधित किए जा रहे उत्पाद को रखने के लिए मशीन के बाईं ओर जगह छोड़ें।
3. उपचारित की जाने वाली सतह पर प्रकाश मशीन के बाईं ओर या सामने से गिरना चाहिए। जब कार्यस्थल पर रोशनी कम होती है, तो दृष्टि ख़राब हो जाती है।
4. कुर्सी की ऊंचाई छात्र की ऊंचाई और मेज की ऊंचाई के अनुरूप होनी चाहिए। और अगर टेबल ऊंची है और आपके पैर फर्श तक नहीं पहुंच रहे हैं, तो आपको अपने पैरों के नीचे एक छोटा सा स्टैंड रखना होगा।
5. आपको मेज के किनारे से 10...15 सेमी की दूरी पर, कुर्सी की पूरी सतह पर सीधा बैठना होगा। गलत तरीके से काम करने की मुद्रा आसन को बाधित करती है, थकान का कारण बनती है और पाचन तंत्र की कार्यप्रणाली को नुकसान पहुंचाती है।
प्रत्येक उद्यम में, मशीनरी से निपटने वाले श्रमिकों को सुरक्षित कार्य नियमों का पालन करना आवश्यक है।
प्रौद्योगिकी कक्ष में, सिलाई मशीन पर काम करते समय आपको सुरक्षा नियमों का भी पालन करना चाहिए:
अपने बालों को स्कार्फ के नीचे छुपाएं और अपने कपड़ों की आस्तीन बांध लें।
मशीन से विदेशी वस्तुओं को हटा दें।
मशीन के हिलते या घूमते हिस्सों के करीब न झुकें।
सिलाई करते समय कपड़े को न खींचें और न ही प्रेसर फुट के नीचे दबाएं।
सुनिश्चित करें कि आपके हाथ सही स्थिति में हैं (बायाँ ऊँचा है, दायाँ निचला है)।
जांचें कि उत्पाद में कोई पिन या सुई तो नहीं है
अपने पैरों को पैडल पर सही ढंग से रखें (दायां ऊंचा है, बायां निचला है)।
अपने पैरों को पैडल से हटाकर प्रारंभिक कार्य करें।
मशीन पर सिलाई करते समय बेल्ट को न छुएं।
इन नियमों के अनुपालन से चोट के बिना काम करना संभव हो जाएगा और उत्पादकता बढ़ाने में मदद मिलेगी।
आर्महोल और गर्दन की रेखाएं उत्पाद के सबसे महत्वपूर्ण तत्वों में से एक हैं। उनका उचित प्रसंस्करण कपड़ों को साफ-सुथरा, तैयार, "पेशेवर" लुक देता है। स्लीवलेस ड्रेस या ब्लाउज पर आपको विशेष रूप से सावधान रहने की जरूरत है। यदि आप कोई गलती करते हैं, तो शीर्ष की रूपरेखा तिरछी हो जाएगी, किनारे की रेखा का गलत पक्ष दाहिनी ओर मुड़ जाएगा, और "कड़ा" हो जाएगा। यह सुनिश्चित करने के लिए कि अंतिम चरण एक सुंदर पोशाक डिजाइन करने के आपके प्रयासों को बर्बाद न कर दे, आपको सावधानीपूर्वक डिजाइन पर थोड़ा समय बिताने की जरूरत है।
कपड़े और कपड़ों के मॉडल के आधार पर, आर्महोल/गर्दन के किनारों को अलग-अलग तरीके से संसाधित किया जाता है। बुना हुआ कपड़ा, खिंचाव और अन्य खिंचाव योग्य सामग्री के लिए, बायस टेप लगाना अधिक सुविधाजनक है। यह गोल, अश्रु, अंडाकार और वी-आकार के कटआउट के लिए उपयुक्त है। यदि रेखा चौकोर है, तो हेम अधिक सौंदर्यपूर्ण रूप से मनभावन दिखता है, लेकिन इस काम के लिए आप सिलाई मशीन के बिना नहीं कर सकते।
- उत्पाद के मुख्य भागों की बनावट की दिशा में विवरण काटा जाता है।
- फेसिंग करते समय, आपको कट और सामने की तरफ सीम के लिए भत्ते को छोड़ना होगा - लगभग 1 सेंटीमीटर।
- एक "अकॉर्डियन इफ़ेक्ट" बनाने के लिए, आप धागे की गांठों को अधिक मजबूती से कस सकते हैं और लोहे की मदद से गांठों पर जा सकते हैं।
नेकलाइन और आर्महोल के प्रसंस्करण के तरीके जटिलता की डिग्री में भिन्न होते हैं। यहां आपको अपने कौशल का सही मूल्यांकन करने की आवश्यकता है और सलाह दी जाती है कि पहले काम में आसान उत्पादों और कपड़ों पर अभ्यास करें जो किनारों पर "रेंगते" या उखड़ते नहीं हैं। कई मामलों में, किनारों को अतिरिक्त रूप से मजबूत किया जाता है, डिज़ाइन विवरण को गैर-बुना सामग्री से चिपकाया जाता है या डुप्लिकेटिंग सामग्री रखी जाती है।
ट्रिम करने का सबसे आसान तरीका किनारे को बायस टेप से सजाना है। यह उन कारीगरों के लिए भी उपयुक्त है जिन्हें सिलाई का अधिक अनुभव नहीं है। काम में ज्यादा समय नहीं लगता और परिणाम साफ-सुथरा दिखता है।
ooo-arle.ru
बायस टेप के साथ कैसे काम करें
ट्रिम एक मैट या चमकदार रिबन है जिसे कपड़े (मुख्य या विषम) से काटा जाता है या विशेष दुकानों में तैयार रूप में खरीदा जाता है। इसकी चौड़ाई, एक नियम के रूप में, 4 सेमी से अधिक नहीं होती है। काम करते समय, इसे लंबाई में आधा मोड़ दिया जाता है। यह बुने हुए उत्पादों को "कमजोर" स्थानों पर अतिरिक्त ताकत देता है जहां भार पड़ता है - आर्महोल और नेकलाइन पर। ट्रिम ब्लाउज या ड्रेस की प्रस्तुत करने योग्य उपस्थिति को बनाए रखने में मदद करता है - आइटम विकृत नहीं होगा, कट फूले नहीं होंगे, और कपड़ा मुड़ेगा नहीं। रिबन को मशीन से सिलना आसान है, लेकिन आप हाथ से भी काम कर सकते हैं।
डिज़ाइन को अतिरिक्त मजबूती देने के लिए, गैर-बुने हुए कपड़े को अक्सर रिवर्स साइड पर सुरक्षित किया जाता है, जिससे यह सुनिश्चित होता है कि सिलाई चिह्नों से मेल खाती है। यदि आप नेकलाइन और आर्महोल को होममेड बाइंडिंग से सिलना चाहते हैं, तो आपको कपड़े को अनाज और क्रॉस थ्रेड्स के विकर्ण रूप से काटने की आवश्यकता होगी। टेप की लंबाई का चयन किनारे की रेखा को मापकर और भत्ते के परिणामी मूल्य में 2 सेमी जोड़कर किया जाता है।
प्रगति
- रिबन को आधा मोड़ें और इस्त्री करें।
- कपड़े को खोलें और स्लिट्स को संकरी तह की ओर (बाहर की ओर) मोड़ें।
- फिर से लोहे के ऊपर जाएँ और कट को पूरी तरह से खोल दें।
- नेकलाइन के समानांतर एक रेखा के साथ सीवन भत्ते को काटें और अंदर-बाहर की बाइंडिंग को पिन से पिन करें - उत्पाद का सामना करते हुए, सीवन भत्ते के चारों ओर सिरों को झुकाते हुए।
- किनारे से 1 सेंटीमीटर पीछे हटते हुए, भाग को सीवे।
- टेप को खोलें, इसे सिले हुए सीम के साथ कपड़े पर लगाएं, इसे अंदर डालें और सुरक्षित करें।
- बाहर की ओर एक फ्रंट सीम बनाएं, सभी बस्टिंग धागे हटा दें।

kruzheva.zakupka.com
काम के दौरान, आपको उत्पादों में कटौती को नियंत्रित करने की आवश्यकता है ताकि किनारे चिकने हों और बाहर न निकलें। बादल छाने से पहले आयरन सीम भत्ते। आर्महोल को साइड सीम में बदल दिया जाता है, और यदि आपको फास्टनिंग्स की आवश्यकता होती है, तो कंधे के सीम को पहले समाप्त किया जाता है, और फिर नेकलाइन को समाप्त किया जाता है।
सामना करने के साथ सजावट
बायस टेप का उपयोग सभी मामलों में नहीं किया जा सकता। शिल्पकार अक्सर आश्चर्य करते हैं कि एक ऐसी रेखा कैसे बनाई जाए जो बाहर से अदृश्य हो, एक सुंदर शाम की पोशाक या व्यावसायिक कपड़े कैसे डिजाइन किए जाएं। इस मामले में, मोड़ का उपयोग करके अधिक श्रम-गहन विधि का उपयोग किया जाता है। यह एक ऐसा हिस्सा है जिसे मुख्य कपड़े से उत्पाद के समान दिशा में काटा जाता है। यदि कपड़े में उभरे हुए तत्व (सेक्विन, सिले हुए मोती) हैं, तो इसे चिकने अस्तर वाले कपड़े से उपचारित किया जाता है।
फेसिंग के साथ, कपड़ों पर कपड़ा सपाट रहेगा, और उत्पाद की उपस्थिति में तुरंत सुधार होगा। लगभग तैयार उत्पाद पर प्रयास करने के बाद विवरण कागज पर खींचा जाता है। आप सार्वभौमिक, तैयार पैटर्न का भी उपयोग कर सकते हैं। फिर भी, कंधों और मध्य पीठ, स्प्राउट, हाफ-स्कर्ट, नेकलाइन और आर्महोल पर सीम को रेखांकित करना आवश्यक है। भाग को सिलने से पहले, इसे सभी तरफ से भत्ते के साथ काट दिया जाता है। और यदि वांछित हो, तो उन्हें अंदर से बाहर तक गैर-बुने हुए कपड़े से मजबूत किया जाता है ताकि कट मजबूत हों। पीठ और अलमारियों के तत्वों को एक तह के साथ काटा जाता है।
आर्महोल को संसाधित करने के लिए, आपको नियमित गोल गर्दन के डिज़ाइन के समान कदम उठाने की आवश्यकता होगी। ऑपरेशन के साथ-साथ, पक्षों में सीम बनाना सुविधाजनक है - इस तरह आप भत्ते को बदलते हुए, आइटम की चौड़ाई को तुरंत जांच और समायोजित कर सकते हैं। यदि त्रुटियां हैं, तो आपको फेसिंग को हटाना नहीं पड़ेगा, लेकिन आपको यह सुनिश्चित करना होगा कि उत्पाद और तत्व के किनारों पर वृद्धि बराबर है।

dnevnikbelushveiki.ru
आर्महोल और नेकलाइन को कैसे ट्रिम करें
खुले कपड़ों पर बगल के क्षेत्र में कटआउट सावधानी से किया जाना चाहिए, क्योंकि वे हथियारों की निरंतर गति, पहनने और उतारने से महत्वपूर्ण भार सहन करते हैं।
प्रगति
- सीम कंधों पर बने होते हैं - वस्तु और तत्व पर।
- घटाटोप और प्रेस सीम भत्ते.
- आंतरिक किनारे की ओर मुंह करके आर्महोल को सीवे।
- वे उत्पाद और हिस्से को एक-दूसरे के सामने पिन से पिन करते हैं और सिलाई के करीब भत्ते को काटते हुए इसे पीसते हैं।
- वक्रता वाले स्थानों पर खाँचे बनाए जाते हैं और सामने की तरफ इस्त्री किया जाता है।
- एक सामान्य सिलाई के साथ साइड कट और फेसिंग को सीवे करें, और सीम भत्ते को ढक दें।
- भाग को गलत तरफ मोड़ें और किनारों को बाहर निकालें।
जो कुछ बचा है वह कंधे और किनारों पर सीम भत्ते के लिए तत्व को सीवे करना है। इसके बाद, यह सुनिश्चित करने के लिए उत्पाद पर प्रयास करना उचित है कि मालिक पर कुछ भी दबाव नहीं डाल रहा है और बगल की रेखा सौंदर्यपूर्ण रूप से प्रसन्न दिखती है।
गोल या अंडाकार कटआउट समान तरीके से डिज़ाइन किए गए हैं। यदि उत्पाद के पीछे कोई फास्टनर या कट है, तो उन्हें पहले संसाधित किया जाता है, और फिर फेसिंग की जाती है। इसके हिस्सों को जोड़ने के बाद आयरन करें और भत्ते हटा दें।
प्रगति
- भाग के कटे हिस्से को अंदर की तरफ सिलाई करें।
- कटआउट के हिस्से को दाईं ओर एक-दूसरे के सामने रखते हुए सीवे करें।
- भत्तों में कटौती की गई है. वे इसे रेखा के करीब करते हैं, यह देखते हुए कि वक्र कहाँ हैं।
- सीवन भत्ते के अनुसार भाग को सीवे और इसे गलत तरफ मोड़ें।
- किनारों को साफ़ करें. सीवन गलत तरफ तह के करीब स्थित होना चाहिए और सामने की तरफ अदृश्य होना चाहिए।
भागों पर सिलाई इच्छानुसार की जाती है। यदि आइटम में किनारे, एक-टुकड़ा बॉर्डर हैं, तो पहले उन्हें दूर कर दें, फिर गर्दन की तरफ पिन लगा दें।

मिनोवा-fm.com.ua
आर्महोल और नेकलाइन पर फेसिंग का संयोजन
संकीर्ण खुले कंधों वाले कपड़ों में, गर्मियों के कपड़े और बनियान पर, अक्सर एक ही फेसिंग की जाती है, जिससे नेकलाइन और आर्महोल दोनों को एक साथ आकार दिया जाता है। यह आपको भागों की संख्या को कम करने और सभी भागों के अलग-अलग अनुक्रमिक डिजाइन पर समय की बर्बादी को कम करने की अनुमति देता है। संसाधित किये जा रहे उत्पाद का कपड़ा कोई भी हो सकता है। पीछे और सामने के ठोस या विभाजित भागों पर अस्तर के साथ उत्पाद बनाने के निर्देशों का पालन करने की अनुमति है।
विधि की एक विशेष विशेषता खुले कंधे वाले सीम के साथ काम करना है। फेसिंग पूरी होने के बाद उन्हें पीस दिया जाता है, क्योंकि गोलाकार कट बंद होने पर इसे बाहर नहीं निकाला जा सकता है।
ऊपरी भागों के समान डिजाइन की बारीकियां
- तत्वों पर अनाज के धागे की दिशा को पहले से चिह्नित करें - इसका स्थान प्रसंस्करण को प्रभावित करता है।
- यदि छाती पर डार्ट सामने (साइड में) कट से शुरू होता है, तो इसे स्थानांतरित नहीं किया जा सकता है।
- किसी भाग को ट्रेसिंग पेपर पर स्थानांतरित करते समय त्रुटियों को कम करने के लिए, इसे उत्पाद के मुख्य भागों से काट देना उचित है।
- नेकलाइन और आर्महोल को संसाधित करते समय भत्ता उत्पाद पर 7 मिमी और फेसिंग पर 5 मिमी है।
- यदि वस्तु पर कोई अस्तर नहीं है, तो सामना करने के निचले किनारे को बिना किसी छूट के काट दिया जाता है, जिससे उड़ने वाले किनारे बन जाते हैं।
- भाग और उत्पाद को किनारों और कंधों पर कटौती में बराबर होना चाहिए, और आर्महोल और नेकलाइन के किनारों पर, एक संक्रमणकालीन किनारा बनाने के लिए सामना करना 2 मिमी कम किया जाता है।
ताकि हिस्से एक-दूसरे को ओवरलैप न करें, और कट के स्थानों में उत्पाद मोटा न हो, आपको यह जानना होगा कि नेकलाइन और आर्महोल को एक पूरे के रूप में कैसे संसाधित किया जाए।

chudomama.com
आर्महोल के साथ-साथ नेकलाइन को कैसे प्रोसेस करें
फेसिंग्स को संयोजित करते समय, उनकी कुल चौड़ाई अपरिवर्तित छोड़ दी जाती है। यदि आपको ज़िपर डालने की आवश्यकता है, तो शेल्फ के लिए कागज से एक तत्व काटा जाता है (एक तह बनाई जाती है) और पीछे के लिए दो तत्व काटे जाते हैं। प्रसंस्करण के लिए चार भागों की आवश्यकता होती है, और उनमें से दो में मोड़ होते हैं।
प्रगति
- उत्पाद के हिस्सों को कपड़े पर फैलाएं। कटों के साथ रेखाओं को संरेखित करें। रूपरेखा का पता लगाएं.
- डुप्लिकेट गैसकेट सहित सभी तत्वों को काट लें। उसके लिए भत्ते बनाए जाते हैं।
- किनारों को नीचे की सतह के साथ सिलाई करें। उत्पाद तत्वों वाले भागों को एक-दूसरे के सम्मुख संगत रेखाओं के साथ मोड़ें।
- संयुक्त भागों पर अनुभागों को पिन से पिन करें। सिलाई करें ताकि सीवन कंधे की रेखा से 3 सेंटीमीटर शुरू और समाप्त हो।
- सीवन के सिरों पर बार्टैक्स बनाएं।
कंधे के भत्ते को इस्त्री किया जाता है। सुविधा के लिए आप लंबे हैंडल वाले चम्मच का उपयोग कर सकते हैं। इसके बाद, खुले हिस्सों को नेकलाइन और आर्महोल के साथ काट दिया जाता है और नीचे जमीन पर रख दिया जाता है। भत्तों में लाइन के करीब कटौती की जाती है। उत्पाद के सामने के हिस्से, पीछे और किनारों को मोड़ने के लिए, आपको डिज़ाइन और उत्पाद के विवरण के बीच कंधों पर अनुभागों को फैलाने की आवश्यकता है। जब आप पीछे के किनारों में से सामने वाले हिस्से को बाहर की ओर खींचते हैं, तो सामने वाला भाग अपने आप अंदर की ओर मुड़ जाता है।

vigostore.ru
संकीर्ण कट (3 सेंटीमीटर तक) वाले उत्पादों पर नेकलाइन और आर्महोल का प्रसंस्करण
- किनारों को एक-दूसरे के सामने पिन करें और कंधों पर सीम तक सिलाई करें (उन्हें चिह्नित करने की आवश्यकता है)।
- सीवन के सिरों को सील करें।
- सिलाई लाइन के करीब सीवन भत्ते को ट्रिम करें और वक्रों के साथ पायदान बनाएं।
- भाग और वस्तु के बीच कंधे के हिस्सों को फैलाते हुए, चेहरे को गलत तरफ मोड़ें।
- सामने वाले तत्वों को पकड़े बिना चेहरे से किनारों को इस्त्री करें और सिलाई करें।
- सीवन भत्ते को बाहर रखें, उन्हें अंदर डालें और उन्हें अंत-से-अंत टांके के साथ सुरक्षित करें।
सभी कार्यों को सावधानीपूर्वक करने पर, आपको एक ऐसा उत्पाद प्राप्त होगा जो किसी कारखाने में सिलने वाले तैयार कपड़ों से कमतर नहीं होगा। एक पोशाक, बनियान या सनड्रेस आपकी अलमारी में एक सुंदर जोड़ होगी।
आप दर्जनों अलग-अलग तरीकों से बायस टेप से कट की प्रक्रिया कर सकते हैं। आज हम देखेंगे
बायस टेप से लेस ड्रेस के आर्महोल को कैसे ट्रिम करें
उदाहरण में लेस वाली आस्तीन वाली एक पोशाक दिखाई गई है, लेकिन किसी अन्य पोशाक के साथ भी इसी तरह व्यवहार किया जा सकता है। फीता आस्तीन और प्रसंस्करण की यह विधि क्यों? चूँकि आर्महोल फीते के माध्यम से दिखाई देते हैं, इसलिए उन्हें अत्यधिक सावधानी से संसाधित किया जाना चाहिए।
इस बिंदु पर, पोशाक की नेकलाइन पहले से ही सफाई से अस्तर से घिरी हुई है।
पोशाक के आर्महोल और अस्तर को बिना किसी विकृति के जोड़ना आवश्यक है। ऐसा करना आसान है अगर अस्तर को शीर्ष के विवरण के अनुसार या पोशाक के सत्यापित पैटर्न के अनुसार काटा गया हो।
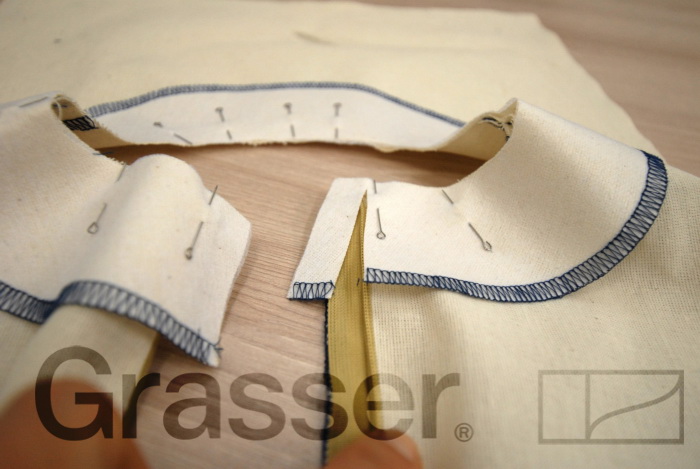
जब आप काम करते हैं तो उन्हें अपनी जगह पर रखने के लिए आप आर्महोल के चारों ओर परतों को चिपकाने के लिए बायस टांके का उपयोग कर सकते हैं।
आस्तीन में सीना.
यहां स्टोर से खरीदे गए किसी भी ट्रिम्स की कल्पना करना असंभव है, निश्चित रूप से, बायस टेप को स्वयं काटने के लिए। नरम सूती कैम्ब्रिक या अन्य पतला कपड़ा। हमारे उदाहरण में, नाजुक रेशम शिफॉन।
तिरछी पट्टियों को 45 डिग्री के कोण पर कड़ाई से काटें। पट्टियों की चौड़ाई 3 सेंटीमीटर से अधिक लें। कपड़ा जितना नरम और पतला होगा, धारियाँ उतनी ही चौड़ी होंगी। मेरे पास शुरुआती 5 सेमी है, जिसमें से इस्त्री के बाद मुश्किल से 3 सेमी चौड़ाई बची थी।
बायस टेप को आधा आयरन करें। किसी उपकरण या विशेष पैरों की आवश्यकता नहीं है। हम सब कुछ अपने हाथों से महसूस करते हैं और करते हैं - हमारे पास केवल दो आर्महोल हैं, औद्योगिक उत्पादन नहीं।
मैं कभी-कभी नाजुक कपड़ों को कॉलर के लिए एक विशेष स्प्रे से स्टार्च करता हूं ताकि काम करते समय उन्हें अधिक प्रबंधनीय बनाया जा सके।


आस्तीन की तरफ कटे हुए आर्महोल पर बायस टेप को आधा मोड़कर चिपका दें। बेशक, आप इसे चिपकाने के बजाय एक साथ पिन कर सकते हैं। लेकिन बायस टेप, विशेष रूप से शिफॉन, एक अस्थिर पदार्थ है, इसलिए मैं इसे रनिंग स्टिच के साथ सुरक्षित रखना पसंद करता हूं। बाद में रेशमी धागे आसानी से निकल जाते हैं।
बाइंडिंग के मोड़ से लेकर सिलाई तक, 1-1.5 सेमी। मैं यह सुनिश्चित करता हूं कि सिलाई आस्तीन सीम के बगल में, 1 मिमी की दूरी पर रखी गई है। मैं दोनों तरफ से नियंत्रण रखता हूं.
आस्तीन के सीम पर ध्यान केंद्रित करते हुए, अस्तर की तरफ बायस टेप को सीवे। सिलाई को सिलाई वाली सीवन में या सिलाई से 1 मिमी की दूरी पर रखें।
किसी भी अतिरिक्त आर्महोल भत्ते को समान रूप से ट्रिम करें, एक पतली धार पाने के लिए 4-6 मिमी छोड़ दें।



बायस टेप को सीवन भत्ते में सावधानी से इस्त्री करें।
बायस टेप से कट को किनारे करें। विपरीत दिशा में चल रहे टांके (या पिन) के साथ सामना करने वाले पूर्वाग्रह को सुरक्षित करें। लोहा।



फिर मशीन पर सिलाई करें. मैं इस अंतिम चरण को हैंड ब्लाइंड टांके के साथ करना पसंद करता हूं।
बस्टिंग धागों को हटाओ और WTO बनाओ। आस्तीन की ओर किनारों वाले आर्महोल भत्ते को आयरन करें।
मास्टर क्लास उदाहरण में, किनारा की चौड़ाई बिल्कुल 4 मिमी थी। और वह पारदर्शी आस्तीन वाली तैयार पोशाक में बिल्कुल अदृश्य है।
यह मास्टर क्लास बहुत ही सरल और संक्षिप्त है। मैंने बायस टेप से आर्महोल को ख़त्म करने की कोई गुप्त विधि नहीं खोजी है। सारा रहस्य प्रत्येक ऑपरेशन की सटीकता और संपूर्णता में है। अपना समय लें, इसे सरल न बनाएं। और सब कुछ ठीक हो जाएगा.
हम गर्दन को फेसिंग से संसाधित करने का सुझाव देते हैं। फेसिंग एक ऐसा हिस्सा है जो उत्पाद के एक निश्चित क्षेत्र के आकार को पूरी तरह से दोहराता है। यह क्यों आवश्यक है? उत्पाद के घुंघराले कटों को खूबसूरती से और सफाई से संसाधित करने के लिए, और उत्पाद को एक सभ्य उपस्थिति देने के लिए। नेकलाइन, कमर कट, उत्पाद का निचला क्षेत्र और आस्तीन के नीचे आदि को फेसिंग द्वारा संसाधित किया जा सकता है।
आज, एक उदाहरण के रूप में, हम विस्तार से दिखाएंगे कि किसी उत्पाद की गर्दन को कैसे संसाधित किया जाए। ऐसे मॉडलों को सिलते समय आप हमारी सिफारिशों का उपयोग कर सकते हैं - ड्रेस नंबर 149, ड्रेस नंबर 83, ड्रेस नंबर 48, ड्रेस नंबर 68। यदि उत्पाद में ज़िपर है, तो इस मामले में कट को असामान्य तरीके से सामना करके संसाधित किया जाता है तरीका और प्रसंस्करण के बहुत सारे विकल्प हैं। लेकिन एक तरीका है जिससे हम सचमुच प्यार करते हैं। हमें उम्मीद है कि यह आपको भी पसंद आएगा. 1. फेसिंग काटने के लिए क्षेत्र तैयार करें।
2. आवश्यक क्षेत्र की फेसिंग काट दें। उदाहरण के लिए, गर्दन का मुख एक भाग से मिलकर बना हो सकता है और ठोस हो सकता है, या इसे पीछे और सामने के भागों में विभाजित किया जा सकता है। यदि कपड़ा अनुमति देता है, तो सामने की ओर एक टुकड़ा बनाएं। कोई अनावश्यक सील नहीं होगी. 3. बिना बुने हुए कपड़े से फेसिंग की नकल बनाएं।

4. ओवरलॉकर का उपयोग करके फेसिंग के बाहरी किनारे को ओवरलॉक करें।

5. हम जिपर को उत्पाद के पिछले हिस्से के मध्य सीम में सीवे करते हैं। 6. फेसिंग का फेस उत्पाद के फेस से जोड़ें। हम इसे पिन से पिन करते हैं।

7. जिपर टेप की चौड़ाई तक दोनों तरफ से फेसिंग के सिरों को ट्रिम करें।

8. फेसिंग के सिरों को मध्य बैक सीम के कट्स से कनेक्ट करें। आपको एक बुलबुला मिलेगा. घबराओ मत, ऐसा ही होना चाहिए!

9. ज़िपर के सिरों को मध्य बैक सीम के किनारों पर सीवे।

10. सभी सीम भत्ते को मोड़ें। बुलबुला अब गायब हो जाना चाहिए.

11. हम मुड़े हुए भत्तों को पिन से सुरक्षित करते हैं।

12. नेकलाइन को फेसिंग करके सिलें।

13. हमने गर्दन के लिए सीवन भत्ता काट दिया ताकि भत्ता बाहर की ओर मोड़ने में हस्तक्षेप न करे।

14. हम फेसिंग और उत्पाद को अलग-अलग दिशाओं में बिछाते हैं। हम सीवन भत्ते को निर्देशित करते हैं। आइए इस्त्री करें।

15. सिलाई सीम से 1 मिमी की दूरी पर एक कार्यात्मक सिलाई लगाएं। इस तरह फेसिंग के भत्ते सुरक्षित हो जाएंगे और फेसिंग कभी भी बाहर नहीं आएगी। आप ज़िपर से ही कोई लाइन नहीं बना सकते. इसलिए, लगभग 3-5 सेमी पीछे हटें।

16. फेसिंग को उत्पाद पर मोड़ें। आइए इस्त्री करें। 17. हाथ के टांके का उपयोग करके कंधे की सिलाई के साथ चेहरे को सुरक्षित करें।

स्लीवलेस उत्पादों में आर्महोल का प्रसंस्करण
योक फेसिंग के साथ आर्महोल को संसाधित करना
फेसिंग, बाइंडिंग, एजिंग के साथ आर्महोल का प्रसंस्करण
स्लीवलेस उत्पादों में आर्महोल को संसाधित करने की विधि मुख्य रूप से सामग्री के गुणों (मोटाई, भुरभुरापन, पारदर्शिता, लोच) और मॉडल (आर्महोल के किनारे पर सिलाई, ट्रिम, पाइपिंग की उपस्थिति या अनुपस्थिति) द्वारा निर्धारित की जाती है।
ऊनी कपड़ों, मोटे सुरुचिपूर्ण रेशमी कपड़ों, लैवसन के साथ मोटे लिनन के कपड़ों से बने उत्पादों में आर्महोल और नेकलाइन को हेम से उपचारित किया जाता है।
सूती और पतले लिनन के कपड़ों से बने उत्पादों में आर्महोल को डबल बायस टेप (धागे की अनुदैर्ध्य दिशा में 45° के कोण पर काटा जाता है, आधा मोड़कर) से उपचारित किया जाता है।
साइड सीम को सिलाई करने से पहले प्रसंस्करण किया जाता है। लिनन और मोटे सूती कपड़ों से बने उत्पादों में, साइड सीम को सिलाई करने और बाइंडिंग के सिरों को एक दूसरे के ऊपर रखने के बाद प्रसंस्करण किया जाता है।
कॉरडरॉय कपड़े (बनियान, सुंड्रेसेस) से बने उत्पादों में आर्महोल और नेकलाइन का प्रसंस्करण हेमिंग द्वारा किया जाता है, आंतरिक कट को ढक दिया जाता है और फिर इसे एक अंधे सिलाई के साथ हेम किया जाता है। कुछ मॉडलों में, सिलाई मशीन पर समायोजन की अनुमति है।
ऊनी कपड़ों और बुने हुए कपड़ों (बनियान, सुंड्रेसेस) से बने उत्पादों में 1.0 सेमी या उससे अधिक की फिनिशिंग सिलाई के साथ आर्महोल और नेकलाइन का प्रसंस्करण बिना किसी अनुलग्नक के आंतरिक कट की ओवरकास्टिंग के साथ हेमिंग द्वारा किया जाता है।
आस्तीन के बिना या छोटी एक-टुकड़ा आस्तीन वाले उत्पादों में आर्महोल को एक अंडरकट के साथ संसाधित किया जाता है, एक खुले कट के साथ एक किनारा सीम, एक विशेष उपकरण के साथ मशीन पर दो बंद कट के साथ, एक विशेष उपकरण के बिना मशीन पर एक या दो लाइनें, और डबल-फोल्ड बायस टेप का भी उपयोग कर रहे हैं।
बादल सीवन के साथ प्रसंस्करण।
आर्महोल को संसाधित करने से पहले, साइड और कंधे के हिस्से जुड़े हुए हैं।
हेम के साथ आर्महोल का प्रसंस्करण.
इस पद्धति का उपयोग अक्सर ब्लाउज और ड्रेस में किया जाता है जहां कॉलर या किसी प्रकार की फैंसी नेकलाइन होती है, जहां ठोस फेसिंग के साथ नेकलाइन और आर्महोल का एक ही उपचार लागू करना असंभव है।
फेसिंग के साथ आर्महोल को संसाधित करने का एक निर्विवाद लाभ यह है कि आर्महोल उत्पाद के सामने की तरफ से बहुत साफ दिखता है। बायस टेप के साथ आर्महोल को संसाधित करने के विपरीत, इस विधि के साथ, चेहरे से कोई रेखाएं दिखाई नहीं देती हैं।
फेसिंग का विन्यास पूरी तरह से आगे और पीछे के आर्महोल से मेल खाता है।
फेसिंग पर कभी भी (!) डार्ट्स या अतिरिक्त सीम नहीं होते हैं, जिनसे बचा जा सकता है। उदाहरण के लिए, यदि किसी मॉडल में आर्महोल से शुरू होने वाले उभरे हुए सीम हैं, तो इसका मतलब यह नहीं है कि वही उभरे हुए सीम आर्महोल फेसिंग पर होने चाहिए। आर्महोल फेसिंग के विवरण को दोबारा हटाते समय, आपको तुरंत उन सभी डार्ट्स और राहतों को कवर करने की आवश्यकता होती है जो उत्पाद के आर्महोल पर हो सकते हैं।
फेसिंग आर्महोल के आकार को ठीक करने और उन्हें खिंचाव से बचाने के साधन के रूप में कार्य करता है। फेसिंग को अपना आकार बनाए रखने के लिए, इसे चिपकने वाली सामग्री से मजबूत किया जाता है, जिसे प्रत्येक प्रकार के कपड़े के लिए मोटाई और गुणों के अनुसार चुना जाना चाहिए।
सामने वाले हिस्सों को दाहिनी ओर से अंदर की ओर मोड़ा जाता है, कटों को संरेखित किया जाता है और नीचे की ओर सिला जाता है। सीम की चौड़ाई 0.5 - 0.7 सेमी है। सीम को इस्त्री किया जाता है। फेसिंग के आंतरिक हिस्सों को गलत साइड की ओर 0.5 - 0.7 सेमी मोड़ा जाता है और मुड़े हुए किनारे से 0.1 सेमी की दूरी पर सिला जाता है। आसानी से फटने वाले कपड़ों से बने उत्पादों में, अनुभागों को एक विशेष मशीन का उपयोग करके पूर्व-सिलाई की जाती है।
फेसिंग को उत्पाद के साथ दाहिनी ओर मोड़ा जाता है, कटों को संरेखित किया जाता है, और आर्महोल को घुमाया जाता है (सीम की चौड़ाई 5-7 मिमी)। मोड़ों पर, भत्ते काट दिए जाते हैं, फेसिंग को गलत तरफ कर दिया जाता है, किनारा सीधा कर दिया जाता है और किनारा आर्महोल से बाहर निकाल दिया जाता है (किनारे की चौड़ाई 1-2 मिमी है)। मोड़ने वाले सीम के सीम भत्ते को सामना करने के लिए समायोजित करके किनारा तय किया जाता है।
सामने वाले किनारे को हाथ या मशीन द्वारा साइड और कंधे के सीम भत्ते से जोड़ा जाता है। महंगे उत्पादों में, फेसिंग के किनारे को कई स्थानों पर छिपे हुए हेमिंग टांके के साथ उत्पाद से सिल दिया जाता है।
यदि फेसिंग के सिरों को सिला नहीं गया है, तो आर्महोल का खुलना शुरू हो जाता है, फेसिंग के सिरों से 3-4 सेमी पीछे हटते हुए, और फेसिंग के बिना सिले सिरे को नीचे की ओर कर दिया जाता है। सीवन बिछा दिया गया है और शेष क्षेत्र में आर्महोल को जमीन पर रख दिया गया है।
फेसिंग को उत्पाद के गलत तरफ मोड़ा जाता है, जिससे एक किनारा बन जाता है। तैयार आर्महोल को इस्त्री किया जाता है।
डबल बाइंडिंग.कट में ट्रिम की चौड़ाई 2.5 - 3 सेमी है। कट को बराबर करते हुए इसे लंबाई में दो बार इस्त्री किया जाता है। मुड़े हुए टेप के साथ आर्महोल को समाप्त करें, टेप को उत्पाद के सामने की तरफ रखें और आर्महोल और टेप के कटों को संरेखित करें (सीम की चौड़ाई 5-7 मिमी)। गोल क्षेत्रों में सीवन अनुभाग नोकदार हैं। टर्निंग सीम को बाइंडिंग पर समायोजित करें (सीम की चौड़ाई 0.1-0.2 सेमी है)। आर्महोल से एक किनारा बनाने के लिए उत्पाद के गलत पक्ष पर बाइंडिंग को आयरन करें; 0.1-0.2 सेमी चौड़े सीम के साथ बाइंडिंग की तह को आर्महोल में समायोजित करें।

एकल सिलाई टेप. उन उत्पादों में जहां आर्महोल के किनारे पर ट्रिम प्रदान किया जाता है, फिनिशिंग के लिए एक एकल सिलाई टेप का उपयोग किया जाता है। इसे मुख्य और परिष्करण सामग्री दोनों से बनाया जा सकता है। आर्महोल को खुले रूप में (साइड सीम को बिना सिला हुआ) और साइड सीम को जोड़कर सिलाई टेप से उपचारित किया जाता है। इस मामले में, बाइंडिंग को पहले सभी कटों के साथ जमीन पर उतारा जाता है, यानी। रिंग में.
बाइंडिंग (पतली सामग्री से बने उत्पादों में इसे पहले से डब किया जा सकता है) को उत्पाद के सामने की तरफ गलत साइड में रखा जाता है, कट्स को संरेखित किया जाता है और आर्महोल को घुमाया जाता है (सीम की चौड़ाई 5-67 मिमी)। बाइंडिंग को अंदर बाहर करने और आर्महोल के किनारे के किनारे को सीधा करने के बाद, बाइंडिंग को अंदर की ओर मोड़ दिया जाता है और बाइंडिंग के मुक्त किनारे को सिल दिया जाता है। ट्रिम के भीतरी किनारे पर एक फिनिशिंग सिलाई लगाई जा सकती है।
बाइंडिंग की चौड़ाई आर्महोल की पूरी लंबाई के साथ समान होनी चाहिए।किनारा सीवन के साथ प्रसंस्करण
किनारे की सिलाई के साथ आर्महोल को खत्म करने के लिए, बाइंडिंग को ताने के धागे से 45° के कोण पर काटा जाता है। बंधन के हिस्सों और सिरों को नीचे पीस दिया जाता है। सिलाई को ताने के धागे के समानांतर चलना चाहिए। सीमों को 0.5 - 0.7 सेमी का भत्ता छोड़कर काटा जाता है। सीमों को इस्त्री किया जाता है।
विशेष उपकरण के बिना मशीन का उपयोग करते समय, धार दो चरणों में, पहले सामने की तरफ से आर्महोल के कट के साथ बाइंडिंग को सिलाई करें, फिर, सीम भत्ते के चारों ओर जाते हुए, बाइंडिंग को गलत तरफ मोड़ें, किनारे को मोड़ें और सिलाई को सीम में रखकर सिलाई करें (यानी से)। आर्महोल के गलत तरफ यह किनारे के साथ चलता है, आंतरिक तह से 1- 2 मिमी की दूरी पर, और सामने की तरफ - किनारे के साथ, आर्महोल के साथ)।

इसे साइड कट्स के साथ बाइंडिंग के सिरों को एक साथ सिलाई करने की अनुमति है, जबकि साइड सीम में किनारे के ऊपरी और निचले किनारों को मेल खाना चाहिए, और सीम भत्ते को डबल रिवर्स मशीन सिलाई के साथ उत्पाद पर लागू किया जाता है, इसे रखकर सीम से 5 मिमी की दूरी पर किनारे के पार।
किनारे की सिलाई के साथ आर्महोल को संसाधित करते समय मोटी सामग्री से बने उत्पादों मेंबायस टेप के भीतरी किनारे को मोड़ा नहीं जाता है; भीतरी किनारे को एक विशेष मशीन पर पहले से सिला जाता है और बिना मोड़े सिला जाता है।

सिलाई मशीन के लिए एक विशेष उपकरण का उपयोग करते समय - एक किनारा - आर्महोल को किनारा दिया जाता है एक ही बार में।ऐसा करने के लिए, किनारा पट्टी को एक विशेष उपकरण में फंसा दिया जाता है और मशीन से सिल दिया जाता है। यदि आप रेडीमेड बायस टेप का उपयोग करते हैं तो आप यूनिवर्सल सिलाई मशीन का उपयोग करके एक चरण में आर्महोल को किनारे भी कर सकते हैं। इसे इस्त्री किया जाता है ताकि निचला किनारा ऊपरी हिस्से से 1 मिमी चौड़ा हो, आर्महोल कट के साथ चिपकाया जाता है, और आंतरिक तह से 1 मिमी की दूरी पर ऊपरी हिस्से के साथ समायोजित किया जाता है

पतली सामग्री से बने उत्पादों में, उनका उपयोग आर्महोल को किनारे करने के लिए किया जाता है। डबल किनारा सीवन, जो आपको इसे मोड़ते समय आंतरिक कट पर ध्यान नहीं देने की अनुमति देता है, लेकिन बस डबल बाइंडिंग की तह को सिलाई करता है। डबल बाइंडिंग के सिरों को सिलना नहीं चाहिए। बाइंडिंग को बीच में गलत साइड से अंदर की ओर मोड़ा जाता है, कट्स को संरेखित किया जाता है, फेसिंग के एक छोर के कट को 1 सेमी अंदर की ओर मोड़ा जाता है और उत्पाद की ओर मोड़कर आर्महोल के सामने की तरफ रखा जाता है, सेक्शन बाइंडिंग और आर्महोल को संरेखित किया गया है और बाइंडिंग के किनारे पर घुमाया गया है। सीम की चौड़ाई मॉडल पर निर्भर करती है, जबकि बाइंडिंग का कच्चा सिरा बाइंडिंग के मुड़े हुए किनारे से 1 - 1.5 सेमी आगे बढ़ना चाहिए। बाइंडिंग उत्पाद के गलत तरफ मुड़ी होती है, जो सीम के चारों ओर जाती है और बनती है एक किनारा, किनारा सामने की ओर से बाइंडिंग के सिलाई सीम में एक मशीन सिलाई के साथ सुरक्षित किया जाता है, जब इस मामले में, बाइंडिंग की तह आवश्यक रूप से गलत साइड से सिलाई के नीचे आनी चाहिए और सिलाई को एक पर गुजरना चाहिए किनारे (गुना) से 0.3 सेमी से अधिक की दूरी नहीं। तैयार आर्महोल को इस्त्री किया जाता है।

पतली पारदर्शी सामग्रियों से बने उत्पादों में, आर्महोल के किनारे को रंग में मुख्य या अस्तर के कपड़े की एक पट्टी के साथ किनारे पर काटा जाता है। फिर किनारे वाले किनारे को गलत तरफ मोड़ दिया जाता है और किनारे को आर्महोल से सीधा कर दिया जाता है। तह को इस्त्री किया गया है। बायस टेप का अंदरूनी किनारा सीम भत्ते से जुड़ा हुआ है।